


close
Brockhouse Group - Business Energy Advice Service - Case Study
Find out how BEAS helped Brockhouse Group secure grant funding to upgrade the internal insulation of its furnaces while cutting its operational waste.

Find out how BEAS helped Brockhouse Group secure grant funding to upgrade the internal insulation of its furnaces while cutting its operational waste.

Established in 1885 as a spring and axle maker, employing just 8 men, John Brockhouse rapidly grew his business, and only 3 years later moved to the 5.5-acre site in Howard Street, West Bromwich, where they are today. In the 120 years that followed, the company flourished to become one of the largest engineering employers in the West Midlands and a key supplier of industrial components to many industries.
Brockhouse Group has a proven record for supplying a wide range of international companies within a variety of key markets, including mining, railways, automotive, off-highway, defence, fluid power, materials handling and general engineering industries. Brockhouse has also expanded their scope into added value processes such as machining, sub-assembly, fabrication and worldwide sourcing of forged components
Brockhouse Group operates a significant number of billet heating furnaces (serving drop hammer, upset and stamping equipment) and heat treatment processes which are energy intensive. With the rising cost of energy and raw materials potentially adding up to 50% to their overhead costs, they needed to ensure that their processes were as efficient as possible to remain competitive.
Understanding gas consumption and subsequently managing it better was identified as the key driver to making the necessary cost savings.


Pro Enviro were engaged to undertake a full assessment of the gas-fired plant and prepare a suitable programme of action to reduce costs per tonne of output.
The first phase of the project involved a detailed technical survey of the company’s gas supply pipe work. Brockhouse has occupied their current site for more than 120 years and the pipe work has grown organically over this period. A series of detailed drawings of the 3,000m long natural gas supply lines were produced and number of flow restrictions which were having a significant effect on efficiency were identified. Corrective action was undertaken during the summer shutdown period to ensure that each burner was supplied with the correct gas volume and pressure through the pipe work system.
The technical survey also allowed the identification of suitable locations to install a comprehensive network of gas sub-meters. These meters enable the accurate measurement of the gas consumption of all significant items of plant and enable this to be normalised against production volumes. The production processes could then be optimised to minimise the amount of gas burned per tonne of metal forged.
The second phase of the project involved the design, installation and commissioning of a gas sub-metering and monitoring system based on wireless technology. The system was designed to be robust enough to withstand the high temperatures and vibration levels experienced in a forge of this type.
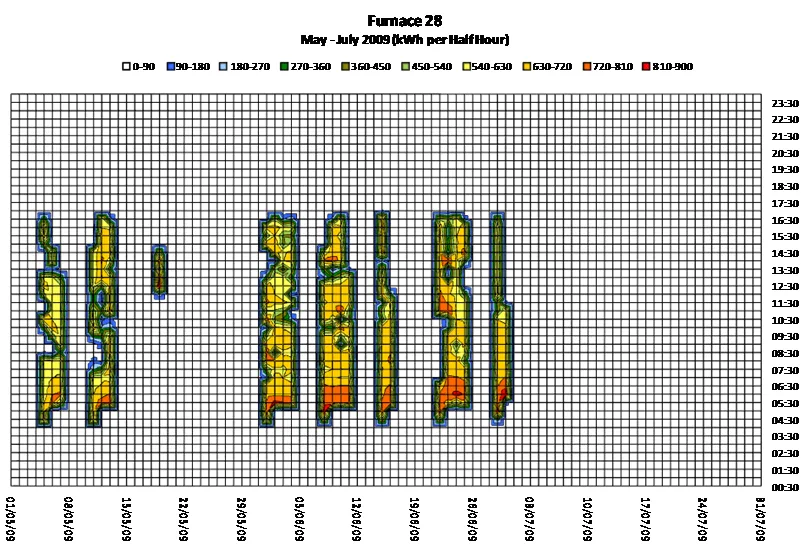
The gas usage for each of the furnaces was measured for a two-month period, the following shows the details of one of the furnaces.
Furnace 28 is used for heating small-to-medium sized billets used in the hot stamping process. Heat loss from the units was measured to be far greater than expected for a furnace of this type. Calculations were undertaken to determine the suitable insulation type and thickness needed to achieve this level of gas reduction per tonne forged.
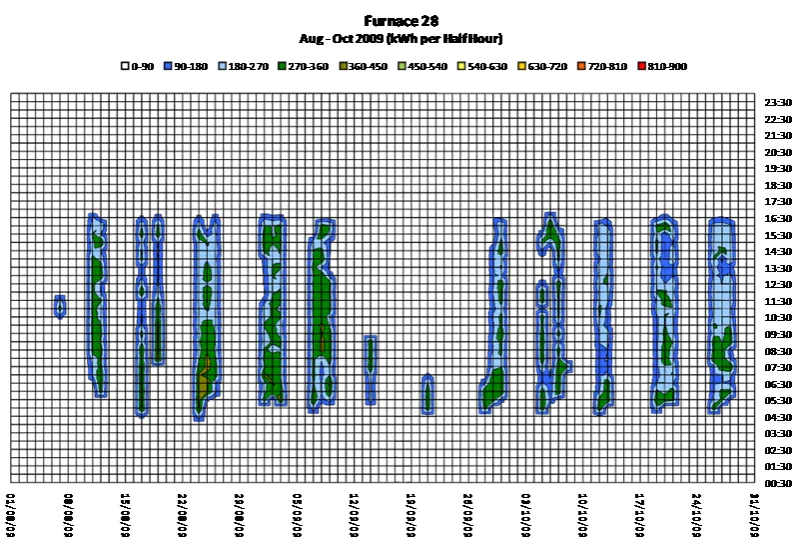
The charts below show the gas consumption before and after the insulation being fitted. Peak gas consumption was between 16,000 and 18,000 kWh prior to the changes and 7,000 kWh following the changes.
The following improvements were made to optimise the energy efficiency of the furnace:
The reduction is shown clearly in the chart below.
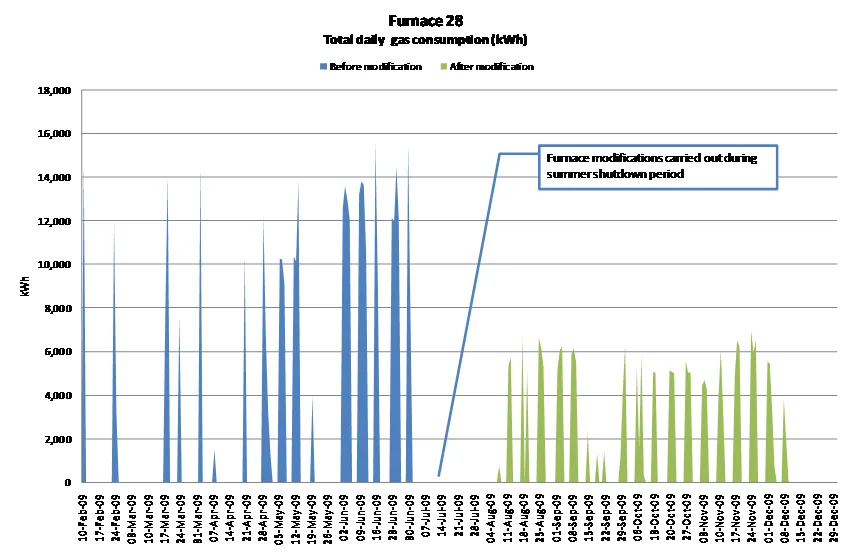
The gas consumption data was recorded and compared to the tonnes forged.
Once the production data had been factored into the calculations it was determined that consumption was reduced from 23,470 kWh / tonne to 8,120 kWh / tonne, a 65% reduction.
Contact Name: Nersi Salehi
Position: Managing Director
Email: nersi.salehi@proenviro.co.uk
Telephone: 01788 538 150
Address: Pro Enviro Ltd
8 Davy Court
Central Park, Rugby
Warwickshire
CV23 0UZ
